数控加工中心刀具可分成基本刀具和模块化设计刀具两类。模块化设计刀具是发展前景。发展趋势模块化设计刀具的关键优势:降低换刀关机時间,提升生产制造時间;加速换刀及安装操作,提升小大批量生产的合理性;提升刀具的规范化和合理性的水平;提升刀具的管理方法及软性生产加工的水准;扩张刀具的使用率,充分运用刀具的特性;合理地清除刀具精确测量工作中的终断状况,可选用线外预调。实际上,因为控制模块刀具的发展趋势,数控机床刀具已产生了三大系统软件,即铣削刀具系统软件、铣削刀具系统软件和镗铣刀具系统软件。
一、数控机床刀具的归类
1、从构造上可分成
1)一体式
2)嵌入式可分成焊合和机夹式。机夹式依据刀体构造不一样,分成可属七和弦和不属七和弦;
3)减震式当刀具的工作中肱骨长与直徑之较为大时,为了更好地降低刀具的震动,提升加工精度,多选用该类刀具;
4)内冷式切削液根据刀体內部由喷嘴喷涌到刀具的切削刃部;
5)独特形式如复合型刀具、可逆性攻外螺纹刀具等。
2、从生产制造所选用的原材料上可分成
1)弹簧钢刀具弹簧钢一般 是型坯原材料,延展性较硬质合金好,强度、耐磨性能和红强制较硬质合金差,不适合切削强度较高的原材料,都不适合开展快速切削。弹簧钢刀具应用前需经营者自主修磨,且修磨便捷,适合各种各样独特必须的非标刀具。
2)硬质合金刀具硬质合金刀片切削特性出色,在数控机床铣削中被普遍应用。硬质合金刀片有规范规格型号产品系列,实际性能参数和切削特性由刀具生产商给予。
硬质合金刀片按国家标准分成三大类:P类,M类,K类。
P类--适合生产加工钢、长屑可锻铸铁(等同于在我国的YT类)
M类--适合生产加工马氏体不锈钢板、生铁、中碳钢、铝合金生铁等(等同于在我国的YW类)
M-S类--适合生产加工耐热合金和铝合金
K类--适合生产加工生铁、冷硬生铁、短屑可锻铸铁、非铝合金(等同于在我国的YG类)
K-N类--适合生产加工铝、非有色金属
K-H类--适合生产加工淬硬原材料
3)瓷器刀具
4)氮化硼刀具
5)金钢石刀具
3、从切削加工工艺上可分成
1)铣削刀具格外圆、内螺纹、英制螺纹、螺纹,切槽、切内孔、切内孔芯轴、断开等。
加工中心一般应用规范的机夹可属七和弦刀具。机夹可属七和弦刀具的刀片和刀体都是有规范,刀片原材料选用硬质合金、镀层硬质合金及其弹簧钢。
加工中心机夹可属七和弦刀具种类有内孔刀具、英制螺纹刀具、内孔刀具、螺纹刀具、断开刀具、孔生产加工刀具(包含管理中心孔麻花钻、镗刀、铣刀等)。
机夹可属七和弦刀具夹固不重磨刀片时一般 选用螺丝、螺丝销钉、杠销或斜楔等构造。
基本铣削刀具为长条状方刀体或圆柱体镗刀。
正方形刀体一般用槽形刀台螺丝拧紧方法固定不动。圆柱体镗刀是用套筒规格螺丝拧紧方法固定不动。他们与数控车床主轴中间的连接是根据槽形刀台和套筒规格接杆来连接的。在模块化设计铣削专用工具系统软件中,主轴的连接以齿轮齿条式柄体连接为多,而刀片与刀体的连接是"插进快换式系统软件"。它既能够用以内孔铣削又可用以内孔镗削,也适用铣削管理中心的全自动换刀系统软件。
加工中心应用的刀具从切削方法上分成三类:圆表层切削刀具、内孔切削刀具和管理中心孔类刀具。
2)铣削刀具分小圆孔、短孔、深孔、攻外螺纹、镗孔等。
铣削刀具可用以加工中心、铣削管理中心,又可用以数控机床数控镗床和数控加工中心。因而它的构造和连接方式有多种多样。有直柄、直柄螺丝紧定螺钉、锥柄、外螺纹连接、控制模块式连接(锥体或圆柱体连接)等多种多样。
3)镗削刀具分粗镗、精镗等刀具。
镗刀从构造上可分成一体式镗刀柄、控制模块式镗刀柄和镗头类。从制作工艺规定上可分成粗镗刀和精镗刀。
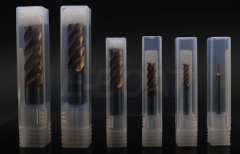
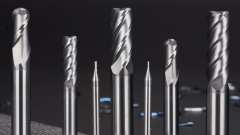
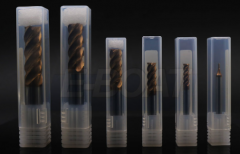
4)切削刀具分面铣、立铣、三面刃铣等刀具。
1、面铣刀(也叫端铣刀) 面铣刀的圆上表层和端表面都是有切削刃,顶端切削刃为副切削刃。面铣刀多做成套筒式镶齿构造和刀片机夹可属七和弦构造,刀齿原材料为弹簧钢或硬质合金,刀体为调质钢。
2、立铣刀是数控车床上放得数最多的一种铣刀。立铣刀的圆柱体表层和端表面都是有切削刃,他们可与此同时开展切削,也可独立开展切削。构造有一体式和机夹式等,弹簧钢和硬质合金是铣刀工作中一部分的常见原材料。
3、模貝铣刀 模貝铣刀由立铣刀发展趋势而成,可分成锥形立铣刀、圆柱型球笼立铣刀和锥形球笼立铣刀三种,其柄部有直柄、推平型直柄和莫式锥柄。它的结构特点是球笼或端表面铺满切削刃,圆上刃与球笼刃弧形联接,能够作轴向和径向走刀。铣刀工作中一部分用弹簧钢或硬质合金生产制造。
4、健槽铣刀
5、鼓型铣刀
6、成型铣刀
二、独特型刀具
独特型刀具有带柄自紧筒夹、超强力弹性夹头刀柄、可逆性式(全自动反方向)攻外螺纹筒夹刀柄、增长速度筒夹刀柄、复合型刀具和接杆类等。
1、数控加工中心刀具的特性
为了更好地做到高效率、大多能、快换、经济发展的目地,数控加工中心刀具与一般金属材料切削刀具对比应具备下列特性:
1)刀片及刀柄高宽比的集成化、标准化的、通用化。
2)刀片或刀具的耐磨性能及经济发展使用寿命指标值的合理化。
3)刀具或刀片几何图形主要参数和切削主要参数的规范性、典型化。
4)刀片或刀具原材料及切削主要参数与被生产加工原材料中间应相符合。
5)刀具应具备较高的精密度,包含刀具的样子精密度、刀片及刀柄对车床主轴的相对位置精密度、刀片及刀柄的属七和弦及拆卸的反复精密度。
6)刀柄的抗压强度要高、刚度及耐磨性能好些。
7)刀柄或专用工具系统软件的电脑装机净重有程度。
8)刀片及刀柄进入的部位和方位有规定。
9)刀片、刀柄的精准定位标准及全自动换刀系统软件要提升。
数控车床上放的刀具应达到安裝调节便捷、刚度好、高精度、耐磨性能好等规定。